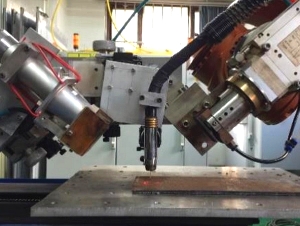
Le soudage robotisé MIG/MAG assisté par faisceau laser recourt à un laser à fibre dont le faisceau est focalisé au niveau de la zone où les gouttelettes de métal d'apport se détachent du fil, indépendamment de l'ampérage du courant de soudage utilisé. Un transfert de métal d'apport consistant en une gouttelette par impulsion laser est alors obtenu, mais la gouttelette suit une trajectoire dépendante de la direction d'incidence du faisceau laser ; modifier cette trajectoire est donc possible en ajustant cette direction d'incidence. Cette possibilité constitue un nouveau paramètre opératoire au procédé MIG/MAG : le contrôle actif de la géométrie du cordon.
Pour évaluer les bénéfices pouvant en être tirés, les auteurs de cette étude expérimentale ont recourus à deux faisceaux laser, positionnés de manière symétrique, tous les deux dirigés sur la zone de détachement des gouttelettes. La puissance de crête des impulsions, leur durée et leur fréquence furent autant de variables sur lesquelles il fut possible de jouer pour réguler le transfert du métal d'apport, rendant celui-ci pour ainsi dire programmable.
- Auteur(s) : CHEN S.J., JIA Y.Z., XIAO J., HUANG W.H.
- Affiliation(s) : Beijing University of Technology, Harbin Institute of Technology
- Pays : Chine
- Source : Welding Journal, vol.98, n°3, mars 2020, pp. 93s-100s (8 pages) , en anglais
- Cote ISDOC : WJ202003.93s-100s